工夫をすれば「見える化」できる!
自動で信号が出力されない場合は?
製品の形状や性質にあわせた工夫で、「見える化」!
しかし現場では、「自動で信号が出力されない」ケースも多々あります。今回は、そのようなものの情報をいかにして取り込むかについて、考えてみましょう。
FA無線との関係
知恵をしぼれば、「見える化」できるものがある
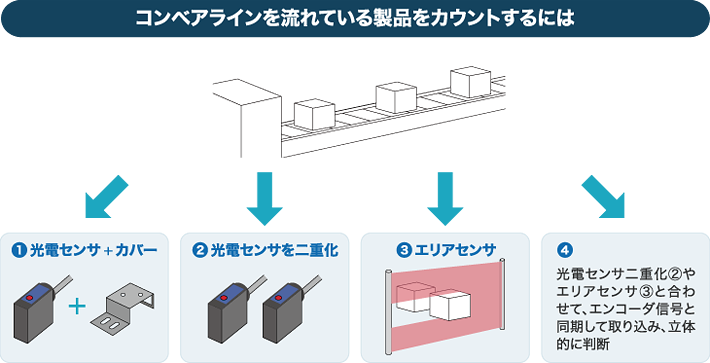
手作業のコンベアラインを製品が流れていたとします。この数を、どのように取り込んだものでしょうか。光電センサをラインの途中につけて、遮られた回数を数えて、製品数をカウントする、というやり方は一般的ですが、手や物でセンサ部を遮ってしまい誤カウントを起こすと、自動システムとしての便利さや信頼性に関わる問題となり、その継続性すら揺らいでしまったりします。
対策としては、次のようなものが考えられます。
(1)カバーを付ける
(2)光電センサを二重化して精度を増す
(3)エリアセンサにより面で情報を捉える
(4)上記の(2)(3)と合わせて、エンコーダ信号と同期して取り込み、立体的に判断する
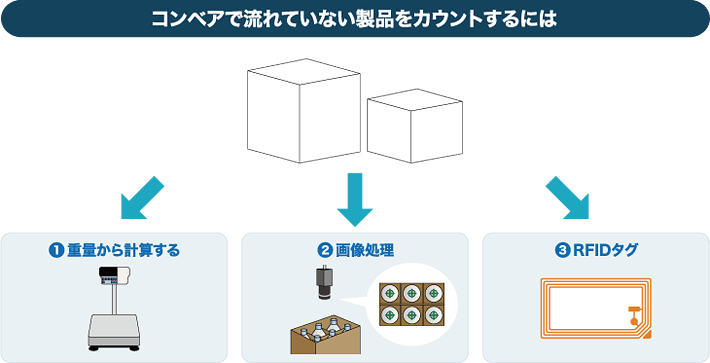
コンベアで流れていないものの情報収集も工夫次第
コンベアで流れていないものも、何とかしたいものです。次のような方法が考えられます。
(1)重さを測って重量から計算する
(2)画像処理でカウントする
(3)RFIDタグでカウントする
一見簡単そうですが、それぞれポイントがあります。
まず(1)は、箱の重さは引き算して計算するとしても、「箱を2段3段と重ねても計算できるか」「箱の上に何か(作業指示書のファイルや手袋、工具、備品、不良品など)が置かれたりしないか」など、気をつけることが重要です。
(2)を実現できれば、かなり万能な感じですが、光の加減が精度に影響したり、箱を重ねた場合どうしようか、など、悩ましい問題もあります。(1)との併用も良いと思いますが、コストが厳しくなります。
(3)も有効ですが、確実に読み取るための工夫や、RFIDタグをいつ製品に付けるかが問題となり、やはり簡単ではありません。
製品の形状や性質に合わせて、どのような方法で情報を取り込むのかという工夫をすることが大事です!